Новости
Дом / Новости / Новости отрасли / Только тонкий защитный слой имеет значение: почему некоторые медные трубки служат 15 лет, а другие корродируют и протекают всего через 3 года?

«Оба медные трубы используется в оборудование для опреснения морской воды , но продукты, которыми мы обрабатывали традиционное травление и пассивация показал питтинговую коррозию и утечку менее чем за 3 года в морской среде; в то время как продукт конкурента, обработанный технология вакуумного ионного покрытия , имеет срок службы более 15 лет, а цена за единицу у него на 30% выше нашей». Г-н Лю, технический директор компании по производству труб из медных сплавов в Циндао, показал две секции выброшенных и неповрежденных медных трубок, раскрывая скрытую ценность технологии обработки поверхности. Обработка поверхности, как заключительный этап производства медных труб, может показаться простой вспомогательной операцией по «удалению ржавчины и нанесению покрытия», но она напрямую определяет качество изделия. устойчивость к коррозии, износостойкость и срок службы и further impacts its market positioning and added value. Currently, most domestic copper tube manufacturers still rely on traditional surface treatment processes such as травление и обычная пассивация , что делает их продукцию непригодной для требовательных сред, таких как морская, химическая и высококачественная очистка воды ; однако несколько компаний обновили свои усовершенствованные технологии обработки поверхности , что позволяет их медным трубкам сохранять стабильную работу в экстремальных условиях и легко завоевывать рынок высокого класса. Этот тонкий» защитная пленка " становится основной деталью, которая отличает конкурентоспособность продукции из медных труб, а также является ключом к переходу отрасли от "квалифицированной" к "высококачественной".
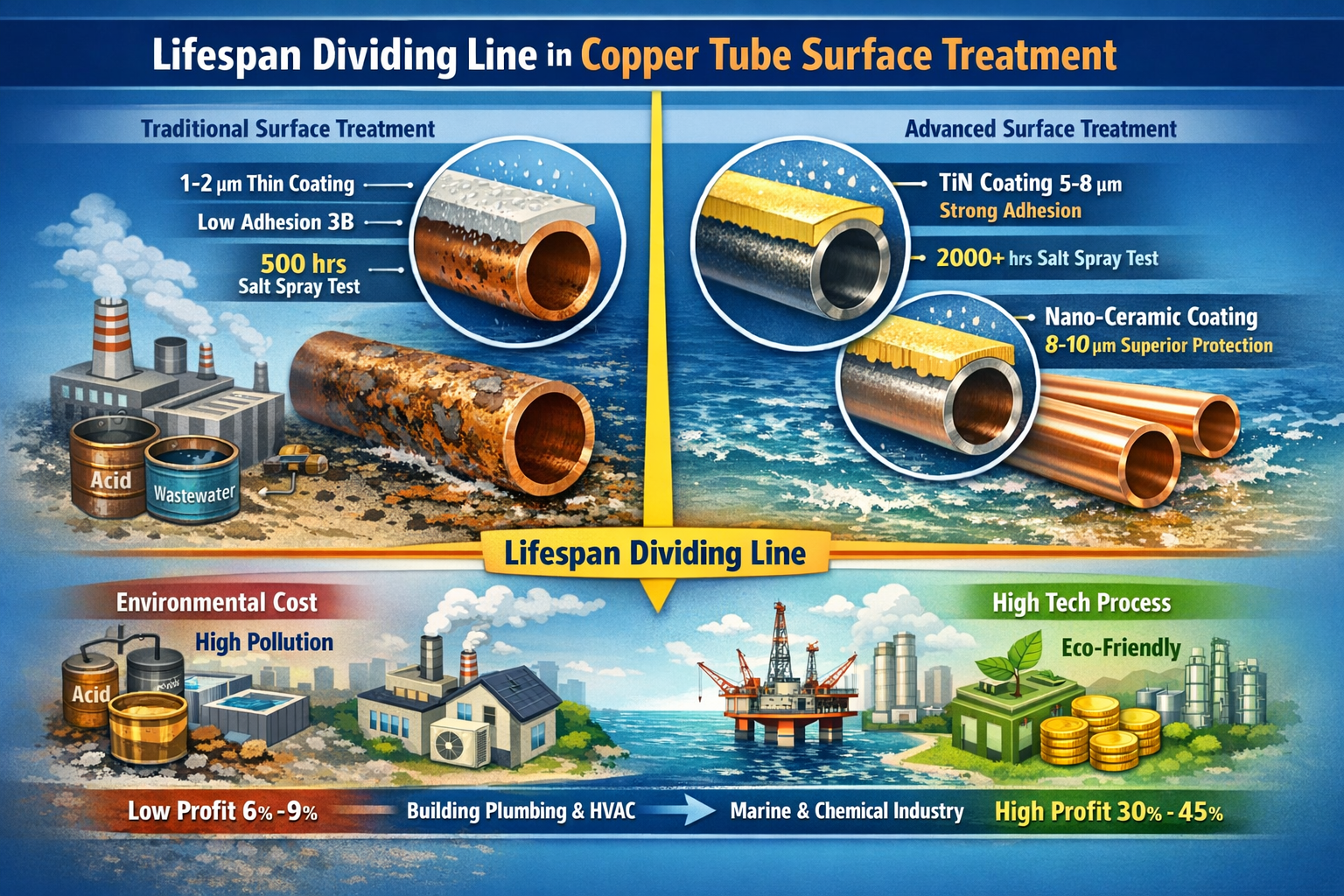
Основная ценность обработки поверхности медных труб заключается в формировании защитного слоя на поверхности физическими или химическими средствами, изоляции его от источников коррозии, таких как воздух, влага и кислотно-щелочные среды, одновременно оптимизируя шероховатость поверхности и улучшая совместимость продукции. Защитные слои, образующиеся в результате разных процессов, существенно различаются по однородность толщины, адгезия и устойчивость к коррозии , что в конечном итоге напрямую влияет на срок службы продукта. Данные испытаний на ускоренное старение, проведенных Китайской ассоциацией промышленности по переработке цветных металлов, показывают, что: Медные трубы с использованием традиционный процесс травления и пассивации иметь толщину защитного слоя всего 1-2 мкм, степень адгезии 3В (легко отделяется) и срок службы при ускоренных испытаниях на коррозию около 500 часов в среде с 5% соленой воды, что соответствует фактическому сроку службы 3-5 лет; Медные трубки с использованием процесс вакуумно-ионного осаждения (покрытие TiN) иметь толщину защитного слоя 5-8 мкм, степень адгезии 1В (сильная адгезия), срок испытаний более 2000 часов в той же среде соленой воды, при фактическом сроке службы более 15 лет; в то время как медные трубки с использованием электрохимическая полировка, процесс нанесения нанокерамического покрытия обеспечивают еще более высокие защитные характеристики, а фактический срок службы превышает 20 лет и идеально подходит для высококоррозионных химических сред.
С точки зрения сценариев применения и добавленной стоимости различия в процессах обработки поверхности напрямую определяют рыночный уровень продукта. Медные трубы, используемые в обычной строительной сантехнике, а также в обычных системах кондиционирования и охлаждения, предъявляют низкие требования к коррозионной стойкости, и для них достаточно традиционных процессов травления и пассивации. Валовая прибыль по этим продуктам составляет всего 6–9%. Однако медные трубы, используемые в морской технике, химических трубопроводах и высококачественном оборудовании для очистки воды, должны в течение длительного времени выдерживать суровые условия, такие как соль, щелочь и кислота. усовершенствованные процессы обработки поверхности . Эта продукция может обеспечить валовую прибыль в размере 30–45%, а рыночный спрос является стабильным. Стандарты закупок производителя морского инженерного оборудования показывают, что соответствующие медные трубы должны пройти 1000-часовое испытание в нейтральном солевом тумане без коррозии, а шероховатость поверхности должна быть ≤Ra0,2 мкм. Только 3-5 отечественных компаний, использующих высокотехнологичные процессы обработки поверхности, могут соответствовать этим стандартам; большинство компаний, полагающихся на традиционные процессы, упускают эти заказы.
(Это изображение было создано искусственным интеллектом.)
С практической точки зрения бизнеса различия в процессах обработки поверхности также отражаются на экологических затратах и эффективности производства. Традиционные процессы травления и пассивации основаны на использовании сильных кислот и оснований, которые не только создают большое количество сточных вод, содержащих тяжелые металлы, что приводит к высоким затратам на очистку окружающей среды (приблизительно 300 юаней за тонну медной трубы), но также страдают от таких проблем, как неравномерная поверхностная коррозия и отслаивание защитного слоя, требующие частого обслуживания. В точно отлаженных процессах, таких как вакуумное ионное покрытие и электрохимическая полировка, используются технологии с нулевым уровнем выбросов или реагенты с низким уровнем загрязнения, что снижает затраты на очистку окружающей среды до 80-120 юаней на тонну медных труб. Кроме того, эти процессы обеспечивают лучшую однородность и адгезию защитного слоя, устраняя необходимость в дополнительном обслуживании. Хотя первоначальные инвестиции в оборудование выше, долгосрочные общие затраты ниже, а потенциал премиальной цены на продукт значительно увеличивается.
| Процесс обработки поверхности | Основное оборудование/реагенты | Параметры защитного слоя | Коррозионная стойкость (испытание в солевом тумане) | Применимые сценарии | Общая стоимость (юань/тонна) | Ставка премии за продукт |
| Традиционное травление и пассивация | Смесь соляной и азотной кислот, используемая в ваннах кислотного травления. | Толщина: 1-2 мкм, Адгезия: 3В, Шероховатость: Ra 0,8-1,2 мкм. | ≤500 часов, подвержен питтинговой коррозии. | Общестроительный водопровод и канализация, медная труба для бытового кондиционирования воздуха | 450-550 | 0%-5% |
| Вакуумно-ионное покрытие (покрытие TiN) | Машина для вакуумно-ионного покрытия, титановый мишенный материал | Толщина: 5-8 мкм, Адгезия: 1В, Шероховатость: Ra 0,2-0,4 мкм. | 1500-2000 часов, без коррозии. | Медные трубы для морской техники и судостроения. | 800-900 | 25%-30% |
| Электрохимическая полировка нанокристаллического керамического покрытия | Бак для электрохимической полировки, нанокерамическое покрытие. | Толщина: 8-10 мкм, Адгезия: 1А, Шероховатость: Ra ≤ 0,2 мкм. | ≥2000 часов, чрезвычайно сильная коррозионная стойкость | Химические трубопроводы, высококачественное оборудование для очистки воды, медные трубы | 1200-1500 | 35%-45% |
Таблица 1: Сравнение основных параметров и практической ценности трех процессов обработки поверхности
То, что кажется незначительной разницей в «толщине защитного слоя», на самом деле отражает значительный разрыв в возможностях в трех основных областях: технология оборудования , управление процессом и рецептура реагента . Углубленные заводские исследования показывают, что различия в процессах обработки поверхности среди отечественных компаний — это не просто вопрос выбора оборудования, а, скорее, разница в способности точно контролировать и оптимизировать детали процесса. Эти три ключевые проблемы в совокупности приводят к расхождению в продуктах. коррозионная стойкость и добавленная стоимость .
Основные технологии сложного оборудования для обработки поверхности уже давно монополизированы немецкими и швейцарскими компаниями. Хотя отечественные производители оборудования могут производить базовое оборудование для нанесения покрытий и полировки, существуют значительные пробелы в контроле однородности покрытия, регулировке интенсивности ионного луча и точности полировки. Импортные машины для вакуумно-ионного нанесения покрытия используют технологию многоцелевого совместного распыления в сочетании с системой лазерного измерения толщины, которая может контролировать погрешность толщины защитного слоя в пределах ± 0,1 мкм и достигать 100% покрытия покрытия; в то время как аналогичное отечественное оборудование в основном использует одноцелевое распыление, при этом измерение толщины в основном основано на ручном осмотре, что приводит к погрешности толщины до ± 0,5 мкм. Это часто приводит к таким проблемам, как неполное покрытие и неравномерная толщина, что не соответствует требованиям высококачественной продукции.
Что еще более важно, интеллектуальная система управления, сопровождающая импортное оборудование, обеспечивает точный цифровой контроль параметров процесса. Он автоматически оптимизирует такие параметры, как интенсивность ионного луча, время нанесения покрытия и ток полировки для различных материалов и характеристик медных трубок. Напротив, в отечественном оборудовании часто отсутствуют интеллектуальные функции управления, и настройка параметров полностью полагается на опыт работников, что приводит к нестабильной работе защитного слоя в разных партиях продукции. «Медные трубы тех же характеристик, обработанные на отечественном оборудовании, иногда выдерживают испытание солевым туманом в течение 800 часов, в то время как другие служат только 400 часов. Мы просто не можем поставлять высококачественные заказы в больших объемах», — сказал инженер Лю. Он добавил, что компания пыталась отладить процесс вакуумного ионного покрытия с использованием отечественного оборудования, но по прошествии двух месяцев так и не смогла добиться стабильных результатов, что в конечном итоге вынудило их потратить более 12 миллионов юаней на импортное оборудование.
Точный контроль процессов обработки поверхности зависит от стандартизированные операции на протяжении всего процесса. Однако большинство малых и средних предприятий по производству медных труб в Китае по-прежнему полагаются на экстенсивные методы производства , не имея систематической системы управления технологическими процессами. Например, в традиционных процессах травления и пассивации незначительные изменения концентрации кислоты, температуры травления и времени пассивации могут повлиять на адгезию защитного слоя. Однако у большинства компаний отсутствуют четкие стандарты контроля параметров; Концентрация кислоты определяется визуальным осмотром рабочих, а колебания температуры могут достигать ± 5 ℃, что приводит к нестабильной работе защитного слоя. В электрохимическая полировка этап, расстояние между электродами и плотность тока влияют на шероховатость поверхности, но у большинства компаний нет фиксированных стандартов, и они полностью полагаются на опыт работников при корректировке, что приводит к отклонениям шероховатости до ± 0,3 мкм в пределах одной партии продукции.
Напротив, компании, использующие усовершенствованные процессы создали стандартизированную систему контроля на протяжении всего процесса. От мониторинга концентрации кислоты в реальном времени и цифрового контроля параметров нанесения покрытия до лазерное измерение толщины и тестирование адгезии готового защитного слоя, каждый этап имеет четкие стандарты параметров и процедуры тестирования, и все данные отслеживаются на протяжении всего процесса. Технологические документы от компании, производящей медные трубы высокого класса, показывают, что процесс электрохимической полировки требует, чтобы плотность тока была стабильной на уровне 20-22 А/дм², температура контролировалась на уровне 45±1 ℃, а концентрация кислоты проверялась каждые 10 минут, чтобы обеспечить постоянную шероховатость поверхности и качественное функционирование защитного слоя.
Формула реагента для обработки поверхности напрямую определяет работоспособность и экологичность защитного слоя. Однако большинство отечественных компаний по-прежнему используют традиционные формулы реагентов, что затрудняет баланс коррозионной стойкости и экологических требований. Традиционные процессы травления и пассивации используют высококонцентрированные смесь соляной и азотной кислот , который может быстро удалить поверхностный оксидный налет, но обладает высокой коррозионной активностью, легко приводит к образованию микротрещин на поверхности медных трубок, снижая прочность изделия. Кроме того, очистка сточных вод сложна и дорогостояща; Хотя отечественные очищенные реагенты для очистки улучшают экологические показатели, они отстают от импортных реагентов с точки зрения Адгезия покрытия и устойчивость к коррозии . Импортные нанокерамические покрытия способны образовывать плотную защитную пленку на поверхности медных трубок, устойчивость к кислотной и щелочной коррозии более чем в два раза выше, чем у отечественных реагентов.
В то же время большинство компаний не имеют возможности оптимизировать составы реагентов и не могут адаптировать компоненты реагентов в соответствии с потребностями дальнейшего производства. Например, для решения проблем, связанных с коррозией морской среды с высоким содержанием солей, специализированные факторы коррозионной стойкости необходимо добавлять в реагенты для покрытия. Однако отечественные компании изо всех сил пытаются точно контролировать соотношение добавок, копируя только общие формулы, что приводит к значительному снижению защитного эффекта. Напротив, импортные производители реагентов могут адаптировать рецептуры в соответствии с потребностями клиентов и предлагать эксклюзивные технологические решения, обеспечивающие пригодность продукта для конкретных суровых условий.
Хотя модернизация технологий обработки поверхности часто игнорируется по сравнению с основными производственными процессами, несмотря на то, что она требует относительно небольших инвестиций, она может значительно повысить добавленную стоимость продукции и стать ключевым фактором для компаний в завоевании рынка высокого класса. Отечественным производителям медных труб нет необходимости слепо гоняться за импортным оборудованием и реагентами; вместо этого они могут постепенно добиться более качественной обработки поверхности за счет поэтапная модернизация оборудования , стандартизированный контроль процесса и оптимизация формулы реагента , тем самым разрушая невидимые барьеры на пути к рынку высокого класса.
Компании могут выбирать решения по многоуровневой модернизации оборудования в зависимости от позиционирования своего продукта. Для малых и средних предприятий (МСП) с ограниченным капиталом и ориентированных на традиционные продукты существующее травильное оборудование можно модифицировать, добавив автоматические мониторы концентрации кислоты и системы контроля температуры , оптимизируя процессы травления и пассивации. Это позволяет контролировать погрешность толщины защитного слоя с точностью до ±0,3 мкм, что соответствует требованиям к коррозионной стойкости от низкого до среднего уровня. Стоимость модификации составляет всего 1/15 от стоимости импортного оборудования. Для компаний, ориентированных на рынок среднего класса, отечественного производства среднего класса. оборудование для вакуумного нанесения покрытия можно приобрести в сочетании с импортными системами измерения толщины сердцевины, что обеспечивает стабильные характеристики защитного слоя при одновременном контроле затрат. Для компаний элитного рынка целевые закупки импортного прецизионное оборудование может обеспечить полный контроль над защитным слоем, компенсируя затраты на оборудование за счет более высоких цен на продукцию.
Практика трансформации среднего предприятия по производству медных труб в Нинбо весьма поучительна. Компания инвестировала 800 000 юаней в оснащение существующей линии травления и пассивации система автоматического контроля температуры и концентрации , оптимизируя формулу реагента пассивации. Это улучшило адгезию защитного слоя с 3B до 2B и увеличило срок службы при испытаниях в солевом тумане с 500 до 800 часов, что позволило успешно выйти на рынок морского оборудования среднего класса. Премия продукта достигла 15%, а рентабельность инвестиций превысила 180%.
Компаниям следует отказаться от экстенсивных методов производства и создать стандартизированную систему контроля процессов обработки поверхности. Им следует определить ключевые контрольные точки на каждом этапе, такие как травление, полировка, покрытие и испытания, а также разработать четкие стандарты параметров и рабочие процедуры, формируя стандартизированные рабочие процедуры (СОП). Например, четкое определение основных параметров, таких как время травления, концентрация кислоты и температура покрытия для различных материалов медных трубок, обеспечивает стабильную работу. Одновременно следует усилить контроль за технологическим процессом, внедрить лазерные толщиномеры и измерители адгезии для проведения выборочных испытаний толщины защитного слоя, шероховатости и адгезии каждой партии продукции, оперативно выявлять проблемы и корректировать технологический процесс.
Компании также должны усилить обучение работников , что позволяет работникам освоить настройку параметров, техническое обслуживание оборудования и методы тестирования, а не полагаться исключительно на опыт. Одна компания, создав стандартизированную систему и механизм обучения, снизила процент дефектов продукции в процессе обработки поверхности с 8% до 1,5% и улучшила стабильность характеристик защитного слоя на 60%.
Компании могут оптимизировать составы реагентов для обработки поверхности посредством независимых исследований и разработок, а также совместных исследований и разработок. Традиционные технологические компании могут постепенно снижать концентрацию кислоты, добавлять ингибиторы коррозии и стабилизаторы, чтобы уменьшить образование микротрещин на поверхности медных труб, а также снизить затраты на очистку сточных вод. Компании со сложными процессами могут сотрудничать с университетами и научно-исследовательскими институтами для разработки специализированных реагентов, адаптированных к конкретным сценариям, таких как разработка реагентов для покрытия с высокой солеустойчивостью для морской среды и кислото-щелочных реагентов для сценариев химической промышленности, тем самым повышая целевую конкурентоспособность своей продукции.
Кроме того, компании могут принять « импортные реагенты, отечественная разработка, адаптация "модель. Используя импортные реагенты для основных компонентов, они могут самостоятельно разрабатывать вспомогательные компоненты, обеспечивая баланс между производительностью и стоимостью. Например, одна компания использует импортные продукты в качестве основных керамических компонентов в процессе нанесения нанокерамического покрытия, одновременно разрабатывая вспомогательные компоненты самостоятельно. Это не только гарантирует коррозионную стойкость, но и снижает затраты на реагенты на 30%.
Просто " защитная пленка » имеет решающее значение в сроке службы продукта и добавленной стоимости. Эта деталь отражает основную логику трансформации китайской трубной промышленности с «приоритета масштаба» на «приоритет качества» — конкуренцию в производстве медных труб. высококачественное производство зачастую кроется в, казалось бы, незначительных отделочных процессах. Обработка поверхности, прецизионные испытания и защита упаковки , казалось бы, вспомогательные шаги, имеют решающее значение для повышения стабильности продукта и продления срока службы, а также являются невидимыми рычагами, позволяющими компаниям вырваться из конкуренции на низком уровне и захватить рынки высокого класса.
Китайским производителям медных труб нет необходимости слепо модернизировать основное производственное оборудование. Сосредоточив внимание на детальных процессах, таких как обработка поверхности, и посредством модификация оборудования, стандартизированное управление и оптимизация формул они могут повысить конкурентоспособность продукции при меньших затратах и добиться удвоения добавленной стоимости. Когда все больше и больше компаний начнут уделять внимание совершенствованию этих «скрытых процессов», китайская промышленность медных труб действительно сможет избежать затруднительного положения «конкуренции низких цен», превратившись из крупной страны-производителя в производственную державу и закрепив прочную позицию в глобальной цепочке поставок высокого класса.

Что такое медная трубка с толстой стенкой? Толстостенная медная трубка, также известная как бесшовная толстостенная медная трубка, представляет ...
Подробности см.
Обзор и важность медной капиллярной трубки В современном промышленном оборудовании и системах контроля точности миниатюризация и высокая точност...
Подробности см.
Что такое медная трубка? Анализ материального состава и основных характеристик Определение медной трубки Медная трубка - это трубчатый объект...
Подробности см.
Понимание медных квадратных труб: композиция, оценки и типичные приложения Медные квадратные трубки являются специализированными вытяжения...
Подробности см.![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Все права защищены.
